

It’s called centerless grinding. The aerospace industry uses it to make everything from landing gear pins to turbine engine shafts. Automakers use it to grind valve lifters, push rods, fuel injector needles, and much more. Medical manufacturers rely on it for orthopedic pins and hypodermic needles; tool and die makers punches and pins; oil and gas would find it impossible to drill without valve stems, pump shafts, and precision tubing. All this and more depends on centerless grinding.
Centerless Grinding Mechanics
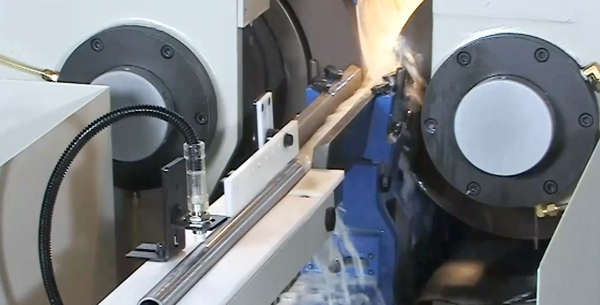
How does it work? The process is straightforward enough. Similar to cylindrical grinding, centerless grinding removes material from the outside of a workpiece.

However, there’s no need to clamp the part between centers as with its cylindrical counterpart. Instead, a centerless grinder has a grinding wheel on one side, a “regulating” wheel on the other, and a work blade underneath. The latter supports the part while an operator or robot feeds it between the two wheels.
Two approaches are possible. So-called “through-feed” grinding is self-explanatory; here, the part goes in one end and out the other. It’s used for longer parts where the entire length requires a ground surface. Shafts, pins, and even bar stock are a few examples. With “in-feed” grinding, on the other hand, a “stop” opposite the infeed keeps the part from traveling through. This is also known as plunge grinding, commonly used on parts with journals, where the ground surface butts up against a shoulder.
Why Centerless?
A better question is, “why not centerless?” As noted, there’s no need to drill a center hole. This makes pre-machining simpler. And no workholding means setups are also simpler, speeding production. Part quality is also quite consistent, with extremely repeatable results. For instance, tolerances as tight as ±0.0001” are achievable with the right setup. So are smooth surface finishes, often under 8 µin Ra. Its size range is quite versatile as well. For example, Kent USA’s KCG-12S grinds parts as small as 0.04″ in diameter.

The KCG-24S, on the other hand, has a 30 HP spindle and massive 24″ diameter wheel, which allows it to handle parts up to 6″ in diameter with ease. All of this helps explain why centerless grinding has long been a favorite of the industries listed earlier, among many others.

Centerless Grinding Caveats
They’re not for everything, however. Setting up a centerless grinding machine can be time-consuming, especially for small batch sizes or very complex parts. Because of this, it requires a skilled operator to balance the wheels and make other fine adjustments. Nor is centerless grinding the best choice for parts with interrupted surfaces, such as slots and keyways. Still, it’s an invaluable process for many industries. But thanks to its proven design, Kent USA’s KCG-series makes it all much easier. If you’d like to learn more about how centerless grinding can help your shop compete in today’s marketplace, drop us a line. Kent knows grinding.
Share this article:

